Acoustic Emission Testing (AET) has become a recognized NDT method commonly used to detect and locate faults in mechanically loaded structures and components. AE can provide comprehensive information on the origination of discontinuities in a stressed component and also provides information pertaining to the development of this flaw as the component is subject to contiguous repetitive stress.
Discontinuities is components release energy as the component is subjected to mechanical loading or stress. this energy travels in the form of high frequency stress waves. these waves or oscillations are received with the use of sensors (transducers) that in turn convert the energy into a voltage. this voltage is electronically amplified and with the use of timing circuits is further processed as AE signal data. Analysis of the collected data comprises the characterization of the received voltage (signals) according to their source location, voltage intensity and frequency content.
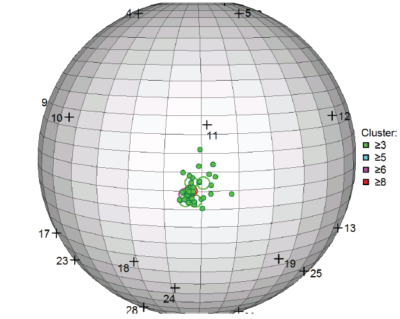
The results are in the form of a Zone Intensity Plot. This plot provides information of the condition of the whole structure divided in areas in the vicinity of each sensor. The areas are rated from A to E. the following table lists the grades and the associated recommendations.
| Grade | Colour | Interpretation | Recommendations |
|---|---|---|---|
| N | Ash | Insignificant emissions | No action |
| A | Green | Very Minor Source | No action, Results recorded for further test |
| B | Cyan | Minor source | Visual inspection, Surface defect such as corrosion, pitting, gouges and cracked attachment welds etc. |
| C | Magenta | Source | Defects requiring immediate or short term follow up evaluation. Evaluation may be based on further AE data analysis, retest, or complimentary NDE by other NDT methods1 or AE re-examination. |
| D | Yellow | Intensive Source | Significant defects requiring immediate follow-up inspection using complimentary NDE methods. |
| E | Red | Critical Source | Major defects requiring immediate shut-down and follow up NDE. |
All relevant indications caused by AE sources shall be evaluated by other methods of non-destructive examination.
A major benefit of AE inspection is that it allows the whole volume of the structure to be inspected no intrusively in a single loading operation. It is not necessary to scan the structure looking for local defects; it is only necessary to connect a suitable number of fixed sensors; which are typically placed 1 to 6 m (4 to 20 ft.) apart. This leads to major savings in testing large structures, for which other methods require removal of insulation, decontamination for entry to vessel interiors, or scanning of very large areas.
AE inspection is a powerful aid to materials testing and the study of deformation and fracture. It gives an immediate indication of the response and behaviour of a material under stress, intimately connected with strength, damage, and failure.
AE can be used in all stages of testing including:
Material anisotropy is good.
(Less) geometry sensitive.
Less intrusive.
Global monitoring.
Real-time evaluation.
Remote scanning.
Performance/price ratio.
SA-International is a globally operating service provider delivering a broad spectrum of advanced NDT services across multiple industries, including Oil & Gas, Petrochemicals, Fertilizers, and more.
We would love to hear from you, lets get in touch
SA International© 2025 | All rights reserved.
Developed by B-Mark Digital